
We had experienced enough gale-force winds and large seas on board our Tayana 37 cutter Anna to know that a bit of protection while standing watch in an open cockpit makes life a lot easier. That was why we replaced our tube and fabric dodger with a hard aluminum version.
We had a few structural materials in mind, for the construction of our new hard dodger: wood, fiberglass, steel, aluminum. We also had a few restrictions to consider: availability of materials in a country where direct access to some materials was limited. Additionally, we didn’t have access to a clean, shaded workshop where we could conveniently fabricate the structure. It was the brutally-hot summer (hurricane) season in Mexico. We were anchored out and living on the boat, in industrial, Guaymas harbor, Sonora, Mexico.
What we did have, however, was limited access to the nearby government docks and attached boatyard facility, which could provide us with 240V electrical power for welding, if need be. Additionally, we were 250 highway miles to the south of the U.S. border. If obtaining the right materials proved impossible in Mexico, we could make a run to the U.S. border town of Nogales, Ariz., to pick up the materials we needed.
 |
After considering the various options, we concluded that the only material with a high strength-to-weight ratio; the ability to withstand the corrosive effects of constant saltwater exposure; the stamina to withstand the potential of a direct strike by a breaking wave; and the promise of no additional routine maintenance over its lifetime was 5000-series marine-grade, high-strength, structural aluminum alloy.
In fact, painting (or powder coating) 5000-series aluminum alloy is an involved, expensive, multi-step cosmetic application. We thought it better to simply allow the surface to naturally patina — to take on a subdued, gray tone. This naturally occurring magnesium patina is in fact innate to 5000-series aluminum, a protective surface layer that is highly resistant to the corrosive effects of saltwater.
The surface of aluminum plate can be polished — to either bring back a bright luster, or to remove a scratch. Scotch-Brite pads or wheels will do the job nicely. After a while, the aluminum will re-patina, coating itself with another protective magnesium layer.
From a sketch to reality
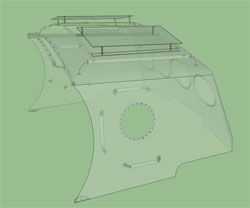
Our computer model was created with SketchUp (www.sketchup.com), Google’s (managed by Trimble) 3D modeling program — both SketchUp and our initial aluminum dodger 3D model are available as a free download. SketchUp gave us the ability to accurately represent our prototype design. It gave us the opportunity to “fly around it,” and observe it from different perspectives. We could easily change the dimensions, or shape, of any individual component in the design. We could scale-up or -down the entire model. We could, for example, design a round porthole, or a rectangular porthole, and then view the field-of-vision for either design, by rotating the dodger on its axis and looking at the view as seen from behind the dodger.
Once we had the design parameters locked in we drew the hard dodger to scale, then calculated the total area of the materials we would need, in square feet, or in linear feet (depending on whether it was aluminum plate, pipe, or flat bar). The next step was to find out how the distributors sold the material (size of sheets and lengths of pipe and flat bar). Then we could determine the minimal amount of material to order to complete the project.
 |
|
Three-dimensional computer model of the aluminum hard-dodger prototype. Ian-Frese used SketchUp, a 3D modeling program to produce plans for cutting the aluminum. |
Logistics would play a significant role in our decision-making process. While we needed to make the dodger simple to fabricate, and strong enough to withstand the elements, we also needed to make the design modular. The individual components (i.e., front panels, roof panels, side panels, handles, and so forth) would be fabricated from large sheets of structural aluminum alloy, which were pre-cut into smaller, more manageable sizes for both transporting the materials to the work site, and handling the materials once on site — it appeared that form was determined to follow function.
Specifications
The most important consideration when choosing aluminum plate, tubing, or flat bar is the specification of the appropriate grade and temper. For exterior applications in a saltwater marine environment, 5000-series aluminum alloy, which contains the highest percentage of magnesium, is well-suited for its high resistance to saltwater corrosion, strength, flexibility, and excellent welding properties.
For non-anodized (or painted) hull or superstructure applications, 5000-series structural aluminum alloy allows for fabrication without the additional requirement of protective surface coatings. This translates to less expense, less maintenance, and easier repairs if necessary, down the road. In addition, 5000-series aluminum is weldable using standard shipyard techniques, employed worldwide. We chose 5086 because it has proven itself over time, and because it was readily available from a network of wholesale distributors located in our part of the world.
After generating a scaled, 3D computer model of the aluminum dodger that we had in mind, we were able to accurately determine the dimensional area required for the aluminum plate, and the lengths required for the pipe and flat bar components. For the panels we chose quarter-inch 5086 H116 aluminum plate, for its strength-to-weight ratio. For the pipe we specified ha;f-inch inner diameter (ID) 5086 H32 schedule 40, for both strength and comfort — it would be used for strengthening the open (aft end) of the dodger roof, but also for the hand holds, steps, and chafe guards on the exposed, aft edges of the dodger. We specified quarter-inch by one-and-a-half-inch 5086 H111 flat bar for the roof racks that would provide a platform for our RAM-mount, angle-adjustable solar panels.
Construction
Aluminum plate in the 5000 series has excellent welding properties. A standard tungsten inert gas (TIG) or metal inert gas (MIG) welder can be used to join the seams. Either technique will work very well. TIG welding is somewhat more sophisticated, but it is also significantly more time consuming than MIG welding. For our purposes, MIG welding was perhaps a better choice: it is more forgiving than TIG welding, and much faster if fabricating a design with more than just a couple of panels to join — an important economic detail. Since MIG welders are portable, they can be transported to a shipyard and plugged into 240V power.
 |
|
Sun-screen mesh shades the cockpit, yet lets a breeze move through the portholes. |
A wooden (door skin) template should be used to trace the patterns onto the aluminum panels. But it’s a good idea, once the aluminum cutouts are completed, to tack weld the seams of the individual sections in place, right on the boat. That’s where it’s useful to have a shipyard nearby where you can pull into their travel lift bay or onto their dock and plug into 240V shore power, to complete the spot welding. Afterwards, the spot-welded dodger can be lifted off the boat, in one piece, and MIG welded at the shop or in the yard. It’s better to complete the welding off the boat, as hot sparks can fly and leave burn marks where they land.
While TIG welding fuses perfectly cut seams together, MIG welding fills in to join the seams. So, if component pieces aren’t perfectly even on the edges to be welded, a MIG weld can compensate somewhat by filling in the gap. If using a metal shop with crude facilities — like using a 240V welding machine outdoors, with exposed wiring and a short-circuiting power box — a MIG welder is the tool of choice.
We double-welded the seams, that is, we welded on both the outside surface of the dodger and the underside, or inside surface, in order to fill in any gaps in the seams due to the angles at which the panels were joined. This added extra strength to the welds. Additionally, we welded schedule-40 aluminum pipe to the curved, aft edges of the dodger, and to the aft end of the roof for both chafe protection and strength. Half-inch ID schedule-40 pipe is strong (thick-walled); it provided us with handholds that felt comfortable and substantial.
When we added the rack for the solar panels, we tied it into the set of handles running fore and aft on the port and starboard sides of the top of the roof. Welding (tying in) all the pipes and panels and flat bar components strengthened the overall structure, it added rigidity.
We opted for four rectangular portholes with well-rounded corners on the forward panels, which provided an excellent field-of-view. We also added two round portholes on the side panels for greater peripheral vision. We positioned handholds on the side panels, top of roof (port and starboard sides) and on the aft end of the roof. A step-handhold combination was placed on the outside of the side panels for easier access to the dodger roof or boom.
We also opted for removable 3/8-inch Plexiglas panels to cover the portholes for ocean crossings (the panels are gasketed and through-bolted with over-sized holes in the Plexiglas for expansion and contraction). We didn’t use plate glass because we wanted the option to have our portholes completely open, without any dogged window frames obstructing the area underneath the dodger (i.e., over the companionway), or even partially blocking the breeze.
We did, however, want the ability to easily screen the sun or block the rain when anchored out or coastal cruising, and so we welded on a piece of round pipe with a slit cut into it (same pipe we used for the handholds and steps) just above the portholes, to provide a track for a curtain of strong, nylon-mesh screening.
 |
|
Mesh screening slides through a track — a slit in the pipe — making it simple and fast to cover all the portholes at once. |
This would let air through, even if it completely covered the porthole. The mesh screening blocks 95 percent of the sun’s rays and provides some shading relief on a blazing-hot day. We also had a curtain of clear vinyl sewn within a border of sturdy, weather- and UV-resistant material — basically, an inexpensive Sunbrella knockoff — to provide protection in rainy weather. These curtains can be attached and removed, simply and quickly, by sliding them through the slot in the aluminum pipe. They may also be rolled up in place, and tied off for convenience.
We thought about using half-inch Armaflex insulation on the inside surfaces of the dodger, to shield against the potential of coming in contact with a hot metallic surface on the underside of the dodger. But after installing the dodger and living with it in 100° F weather, during the summer season, in hot, hot Mexico, it was clear to us that the surface heat was not an issue that required insulation. We were surprised by this. But as it turned out, the solar panels sitting above the aluminum dodger shaded the surface of the roof.
On a metal boat we would have welded the dodger to the deck. Since Anna’s hull is not metal, we used eight substantial through-bolts around the base of the dodger to tie it into strong points on the perimeter. The ability to easily remove the through-bolts makes removal of the engine possible, if necessary, without cutting the dodger away from the deck, as the engine is located directly beneath the companionway steps, which the dodger effectively protects.
Cost efficiency
We were able to keep the project costs for materials and fabrication very low. By designing the structure ourselves and making both a 3D computer model and a small-scale cardboard mock-up, we could show exactly what we had in mind when it came time to communicate technical details, or concepts, where even a small language barrier can lead to misunderstandings and lost time.
Since we made the design modular, we could buy the materials in bulk at wholesale prices, then have the over-sized pieces pre-cut into smaller, more manageable sizes — before they are shipped from the manufacturing facility or distributor. That makes a difference when it comes time to pickup and deliver a skid of materials. The smaller the skid, the more practical and easy it is to handle.
Additionally, loading the materials into the trunk of a compact-sized rental car is unlikely to set off red flags at border crossings with customs inspections. We were able to eliminate expensive importation fees and international freight charges by driving the materials across the border, along with some of our other personal possessions.
In industrial and gritty Guaymas, we were allowed to use a shipyard’s travel lift bay and 240V shore power connection for a few hours, during a non-busy time of year, at no charge. It was so incredibly hot and humid, slow and deserted, during the summer months in Guaymas that it wasn’t much of a problem to schedule time to work on a project at the yard, or take up some unused dock space for a short period of time, if we needed it. People were very relaxed about scheduling or rules and regulations or business as usual.
We found a skilled aluminum welder with a crude shop near the waterfront. He had no experience working on sailboats, but that was okay, we did, and we knew what we wanted. Welders in Guaymas work on old, rusting, shrimpers and the occasional industrial job, or cracked frame on a school bus. But for the most part he was game to help us out with his funky MIG welder. We later found an upholstery shop off a dirt road with sinkholes that you could disappear into. The owner had a well-oiled, industrial-strength sewing machine and some strange-colored thread and a little free time on his hands to make up some sun screens and rain screens for us, based on some dimensions we gave him. He scribbled these out on his wall — where he kept all his other important, and not so important, notes and phone numbers and sketches and doodles. He tracked down the fabric we had in mind, ordered it for us, and it arrived a few days later.
Labor costs in Guaymas are inexpensive, by U.S. standards. Our total cost for metal fabrication (cutting and welding) was $600 U.S. Add to that the wholesale materials cost for the 5086 marine-grade aluminum, at $1,350 U.S.
We didn’t care if the welding job on our 5086 H116 aluminum dodger hadn’t looked computer-numerically-controlled seamless. We cleaned up the metal surfaces later, with abrasive 3M Scotch-Brite.
———
Rich and Cat Ian-Frese live and voyage aboard their Tayana 37 Anna.